叶轮耐磨修复
工作原理
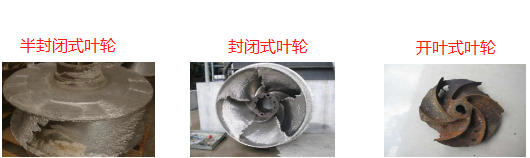
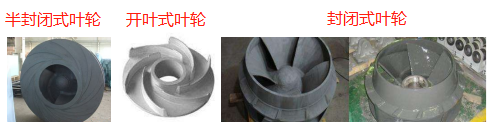
叶轮机械是一种以连续旋转叶片为本体,使能量在流体工质与轴动力之间相互转换的动力机械。按照流体运动方向可以分为轴流式,径流式,混流式,组合式。
叶轮修复工艺:
(一)、制定施工方案:
1.根据新设备或图纸,确定修复后设备应达到的外廊尺寸。
2.制作相应尺寸模具。
(二)、表面处理工艺:
1. 对设备冲蚀缺损部位进行补焊。
2. 脱脂、除潮处理:去除工件表面的油脂,使用新棉纱擦拭工件表面。
3. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。对不需要处理的部分,做好遮盖保护。
(三)、耐磨防腐材料选用:(参照产品介绍)
1.NPT-YHL-J-1.0-2.0耐磨修复材料
2.NPT-J-16耐磨修复材料
3.设备修复面漆
(四)、施胶工艺
1、大颗粒矿浆修复
①.先预热已喷砂的设备,将NPT-YHL-J-1.0-2.0耐磨修复材料A:B双组份按(重量)40:1比例混合搅拌均匀,用加热后的涂覆工具将耐磨修复材料涂覆于叶轮部位,朝一个方向涂覆。
②初固后,将设备修复面漆按比例充分混合搅拌,用喷涂或涂刷的方法均匀涂覆在工件表面,进行表面处理,使工件表面平整、光滑。
③加温固化:工件应放置加温炉中加温至120℃,计时3小时,达到完全固化。
2、小颗粒矿浆修复
①.先预热已喷砂的设备,将NPT-J-16耐磨修复材料A:B双组份按(重量)4:1比例混合搅拌均匀,用加热后的涂覆工具将混合后的耐磨修复材料涂敷于叶轮磨损部位,朝一个方向涂覆 。
②初固后,将设备修复面漆按比例充分混合搅拌,用加热后的涂覆工具均匀涂覆工件表面,进行表面处理,使工件表面平整、光滑。
③加温固化:工件应放置加温炉中加温至120℃,计时3小时,达到完全固化。
(五)、研磨、验收:
1.研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺寸。
2.验收:按照设备组装标准进行组装,达到工件正常运行标准。
3.喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象。
4.研磨完成后测量动平衡。
上一篇:压力筛磨损修复方案
下一篇:纸机托布辊腐蚀修复方案

 售前咨询专员
售前咨询专员