旋流器耐磨修复方案
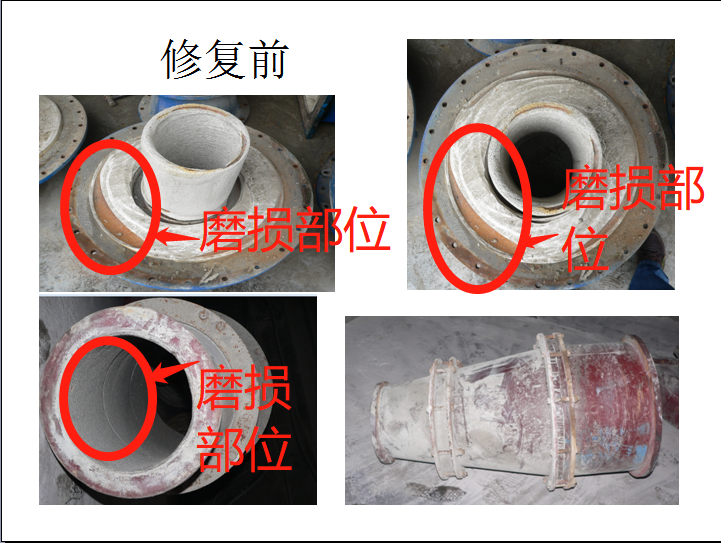
旋流器使用环境:中矿浓度≤60% 尾矿浓度≤30% 矿浆颗粒≤2.5,有时伴有小颗粒钢球,环境特点:输送介质大,撞击力强,受损严重。
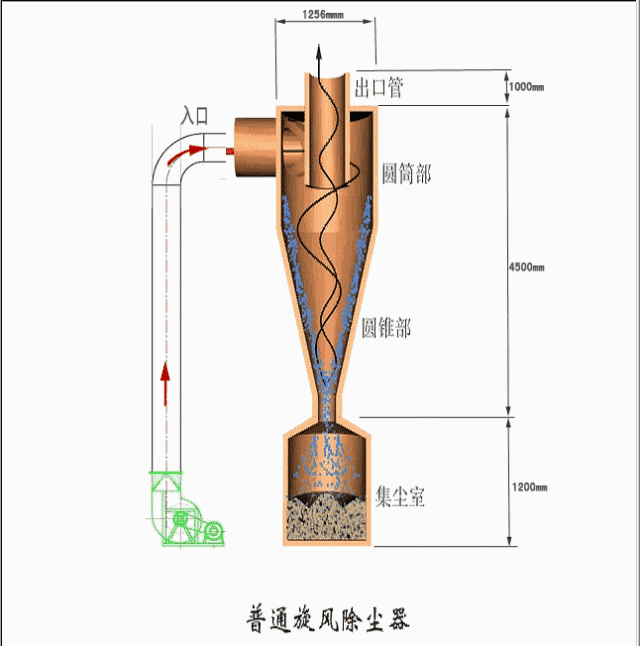
旋流器运转原理:当待分离的两相混合液以一定压力从旋流器周边切向进入旋流器内后,产生强烈的三维椭圆型强旋转剪切湍流运动。由于粗颗粒与细颗粒之间存在粒度差,其受到离心力、向心浮力、流体曳力等大小不同,受离心沉降作用,大部分粗颗粒经旋流器底流口排出,而大部分细颗粒由溢流管排出,从而达到分离分级目的。


修复工艺:
(一)、制定施工方案:
1.根据新设备或图纸要求确定修复后设备应达到的尺寸公差。
2.根据施胶要求制作模具。
(二)、表面处理工艺:
1. 对设备冲蚀缺损部位进行补焊,并用砂轮机、角磨机打磨平整。
2. 脱脂、除潮处理:去除工件表面的油脂,使用新棉纱擦拭工件表面。
3. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。对不需要处理的部分,做好遮盖保护。
(三)、耐磨修复材料选材:(参照产品介绍)
1.NPT-YHL-J-1.0-2.0耐磨修复材料
2.NPT-J-12耐磨修复材料
3.NPT-J-30耐磨修复材料
4.耐磨陶瓷片
5.设备专用修复面漆
(四)施胶工艺:
1)大颗粒矿浆修复
①.先预热已喷砂的设备,将NPT-YHL-J-1.0-2.0耐磨修复材料按A:B双组份(重量)40:1比例混合搅拌均匀,用加热后的涂覆工具将混合后的耐磨修复材料涂覆设备磨损部位,沿一个方向涂覆;
②初固后,将设备专用修复面漆按比例充分混合搅拌,用塑料刮板均匀涂抹在工件表面,进行表面处理,使工件表面平整、光滑;
③加温固化:a.把初固后的工件在室温30℃情况下,放置24小时,达到完全固化。b.加温固化:工件应放置加温炉中达到100℃,计时1小时,达到完全固化;
2)小颗粒矿浆修复
①.将NPT-J-12#耐磨修复材料按(重量)4:1比例混合搅拌均匀,用加热后的涂覆工具将材料涂覆旋流器磨损表层,向一个方向涂敷,将工件表面修补平整、光滑;
②初固后,将耐磨修复面漆按比例充分混合搅拌,用喷涂或涂刷的方法涂覆在工件表面,进行表面处理,使工件表面平整、光滑;
③固化条件:a.把初固工件室温30℃情况下,放置24小时达到完全固化。b.加温固化:工件应放置加温炉中达到100℃,计时1个小时,达到完全固化;

3)陶瓷片修复
①.预热需要修复设备和修复设备需要的陶瓷片。
②.把特种陶瓷胶甲乙两组份按比例混合后粘贴陶瓷片,粘接耐磨陶瓷片时所使用的胶要涂抹均匀,不可有虚粘及突起现象,耐磨陶瓷片表面光滑,片与片间隙将小于0.4mm。陶瓷片接头平整光滑。

(五)、研磨、验收:
1.研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺寸。
2.验收:按照设备组装标准组装,达到设备正常运行标准。
3.喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象。
上一篇:分级机耐磨修复方案
下一篇:真空伏辊耐磨防腐方案

 售前咨询专员
售前咨询专员